
熱線:0535-3461962 0535-3461963
地址:山東省煙臺市棲霞市桃村工業園蘇州路西101
郵箱:overseasale2@tibright.com
網址:www.bizkit.cn
銀焊條是一種以銀或銀基固深體的焊條,具有優良的工藝性能,不高的溶點、良好的潤濕性和填滿間隙的能力,并且強度高、塑性好,導電性和耐蝕性優良,可以用來釬焊除鋁、鎂及其他低熔點金屬以外的所有黑色和有色金屬,但是大家知道焊接的時產生的有毒物質是什么呢?接下來就給大家來具體的介紹一下吧。藥芯焊絲哪家好藥皮焊條手工電弧焊藥皮焊條手工電弧焊。碳弧氣刨和CO2氣體保護焊等的主要有害因銀焊條素是焊接過程中產生的煙塵一電焊煙塵。特別是焊條(銀焊條手弧焊。和碳弧氣刨,如果長期在作業空間狹小的環境里(鍋爐、船艙、密閉容器和管道等)焊接操作,而且在衛生防護不好的情況下,會對呼吸系統等造成危害,嚴重時易患電焊塵肺。有毒,有害氣體。廣州質量好藥芯焊絲有毒氣體是氣電焊和等離子弧焊的一種主要有害因素,濃度比較高時會引起中毒癥狀。其中特別是臭氧和氮氧化物,電弧高溫輻射作用于空氣中的氧和氮而產生的。

釬焊材料的接頭形式有:釬焊.接頭承載能力與接合面大小有關。因此,釬焊.接頭一般采用搭接接頭或套接接頭。設計釬焊.接頭時,應考慮釬焊件的裝配定位和釬料的安置等。裝配時,裝配間隙要均勻、平整和適當。間隙太小,會影響釬料的滲入與潤濕,達不到全部焊合;間隙太大,則浪費釬料,且會降低釬焊.接頭強度。一般釬焊.接頭間隙取為0.05~0.2mm。釬焊材料的加熱方式有:釬焊的加熱方式有烙鐵加熱、火焰加熱、電阻加熱、感應加熱、浸漬加熱和爐中加熱等。烙鐵加熱溫度較低,一般只適于軟釬焊。藥芯焊絲哪家好浸漬加熱類型有鹽浴加熱和金屬浴加熱,本身即提供釬劑或釬料,加熱快,接頭潔凈。爐中加熱:氣氛、爐溫可控,加熱均勻、焊件變形小。廣州質量好藥芯焊絲浸漬加熱和爐中加熱均可用于同時焊多件或多條釬縫,特適合于焊.接形狀復雜且多釬縫的零件。

大家應該知道在金剛石釬焊時我們要要求釬料對金剛石和胎體有良好浸潤性和結合強度;釬焊材料及釬焊工藝的選擇要保證金剛石的穩定性,以減少或避免釬料對金剛石的侵蝕,但是大家知道釬焊氣氛對金剛石釬焊性能的影響是什么呢?那接下來就給大家來具體的講解一下吧,希望對大家有幫助。質量好藥芯焊絲主要利用Cu-10Sn-5Ti釬料粉末,在空氣、Ar氣保護和真空氣氛下分別對金剛石進行釬焊試驗,通過掃描電子顯微鏡觀測金剛石釬焊形貌、X射線衍射儀分析界面生成物成分、激光拉曼光譜儀檢測金剛石石墨化程度、磨損試驗分析金剛石破損形式等手段,考察研究不同釬焊氣氛對金剛石釬焊性能的影響。藥芯焊絲哪家好試驗結果表明,在空氣中釬焊時,釬料粉末出現了一定的氧化,生成的氧化膜阻礙了界面反應的充分進行,對釬焊性能有一定的影響,金剛石也出現了較嚴重的熱損傷,磨削過程中出現了少數部分顆粒脫落的情況。
一個好的設計是牢固接頭的開始。為保證接頭擁有高的強度,常選用4倍于薄母材厚度的搭接長度。對于搭接接頭,這是容易做到的:但當不適合選用這一方案時,嵌接接頭將是下一個不錯的選擇。在接頭設計上第二個主要考慮的問題是接頭的間隙,比如:結合面之間的距離。因為釬焊工件通過毛細管作用,接頭間隙決定了毛細作用**。對于銅磷合金及大部分釬料來說,0.001-0.005英寸是很理想的接頭間隙。藥芯焊絲哪家好當釬焊不同材質的金屬,確定接頭間隙時一定要考慮各金屬在釬焊溫度下的熱膨脹速度。銀焊條的毛細管作用發生在清潔的釬焊工件上。對表面有油污的工件,應該用有機溶劑或有機溶劑蒸汽清洗;而任何被氧化的表面則需要作噴砂或打磨清理。廣州質量好藥芯焊絲一旦工件被清潔后,則接著需要在加熱循環過程中防止其表面被氧化。無防護的工件表面將很快被氣體火焰所氧化而阻止銀焊條有效的毛細管作用。正確的助熔(或保護氣氛)在加熱過程中能防止工件及填充金屬被氧化。

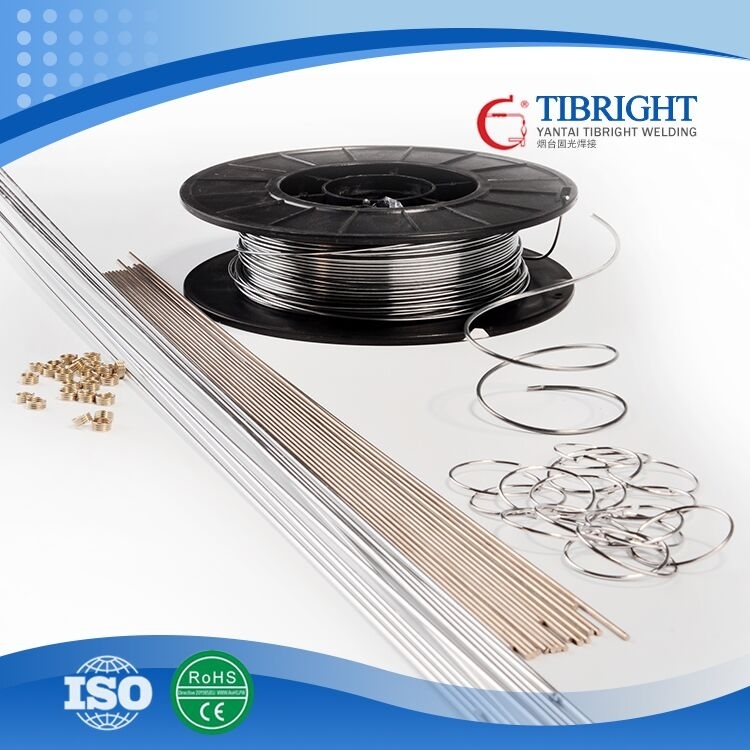
鋁及鋁合金銀焊絲廣泛應用于鋁合金氬弧焊及氣焊作填充材料。銀焊絲的選擇要根據母材的種類,對接頭抗裂性能、力學性能及耐蝕性能等方面的要求綜合考慮。藥芯焊絲哪家好一般情況下,焊接鋁及鋁合金都采用與母材成分相同或相近牌號的銀焊絲,這樣可以獲得較好的耐蝕性,但焊接熱裂紋傾向大的熱處理強化鋁合金時,選擇銀焊絲則主要從解決抗裂性入手,這時銀焊絲的成分就與母材差別很大。鋁及鋁合金銀焊絲可用熔化極氬弧焊(MIG焊)、鎢極氬弧焊(TIG焊)、氣焊及等離子弧焊等方法施焊。氬弧焊是焊接鋁及鋁合金較完善的方法。質量好藥芯焊絲由于氬氣的保護作用和氬離子對氧化膜的陰極破碎作用,氬弧焊可以不用焊劑,這就避免了焊后殘渣對接頭的腐蝕。此外,焊接時氬氣流對焊接區的沖刷,使接頭顯著冷卻,從而改善了接頭的組織和性能。但是由于不用焊劑,焊前清理要求比其它方法嚴格。氬弧焊可采用鎢極或熔化極,手工或自42動(半自動)。方法選擇是根據工件結構大小或生產條件而決定。



